

機械設計においてザグリ穴は、JIS規格として定められていますが、実際に使う設計ポイントがまとまったものがないため、情報を探す手間が掛かりますよね。
そこで、著者のメカエンジニア経験から、よく使うねじサイズに抜粋して、ザグリ穴設計ガイドとしてまとめました。
設計の参考として活用いただければ幸いです。
本記載内容は、JISやメーカサイト、経験則からまとめたものであり、
実際の設計現場と一致するものではありませんので、ご自身の判断で活用ください。
![役にたつ機械製図 第3版 [ 富岡 淳 ]](https://thumbnail.image.rakuten.co.jp/@0_mall/book/cabinet/1427/9784254231427_1_3.jpg?_ex=128x128)


1. ザグリ穴とは?
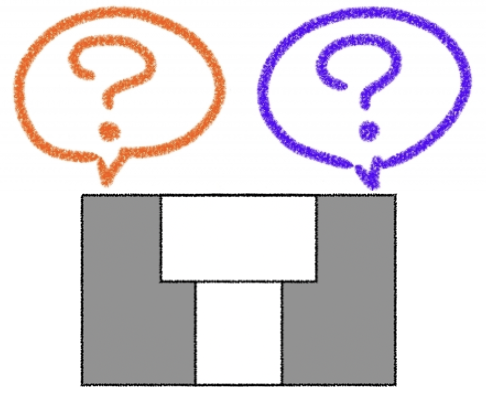
ザグリ穴とは、ボルト穴に段付きのある穴のことです。この段付き穴があることで、ボルトなどの頭を隠したい、邪魔な頭を減らしたいなど、機械設計の場面でよく使われます。
ザグリ穴には2種類あり、その違いは次の通りです。
・ザグリ(深さが浅い段付き穴 ※目安:1〜2mm程度)
・深ザグリ(深さが深い段付き穴 ※目安:2mm以上の深さ)
ザグリは、座金分を隠したいなどに使用され、深ザグリは、ボルトの頭を隠したいなどに使用されます。
最低限、これだけは覚えておきましょう。

2. ザグリ穴の加工
ザグリ穴の加工は、ドリルやエンドミル、専用ザグリカッターなどを用いて機械で加工します。
機械加工のやり方として主に次の2種類があります。
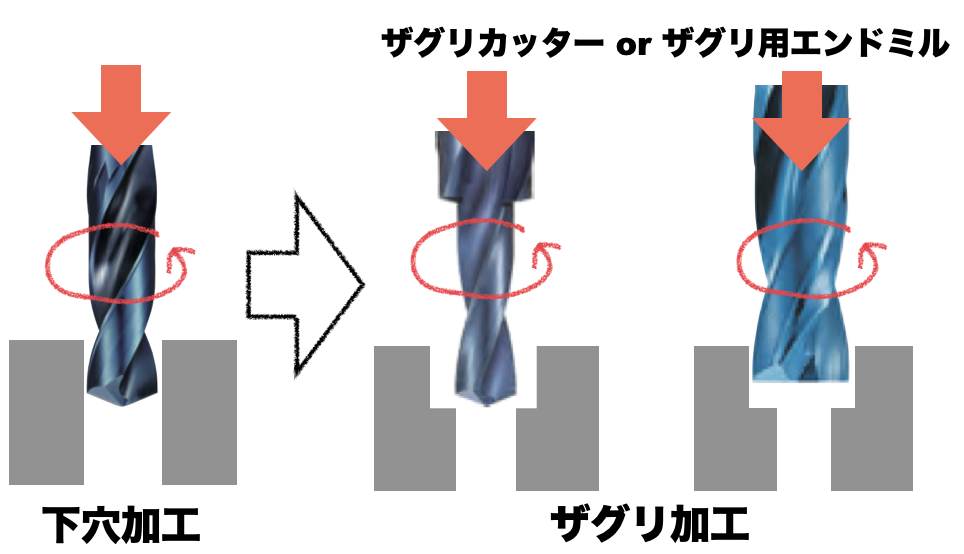
ストレート方向
穴加工したいワークに対して垂直に加工する方法です。
主にドリル、ザグリカッターを用いて加工します。
工具引用元:不二越 切削工具 総合カタログ
参考型番:AQRVDR アクアREVOドリルレギュラ
AQDEX-RCD アクアドリルEX 六角穴付きボルト座ぐり用
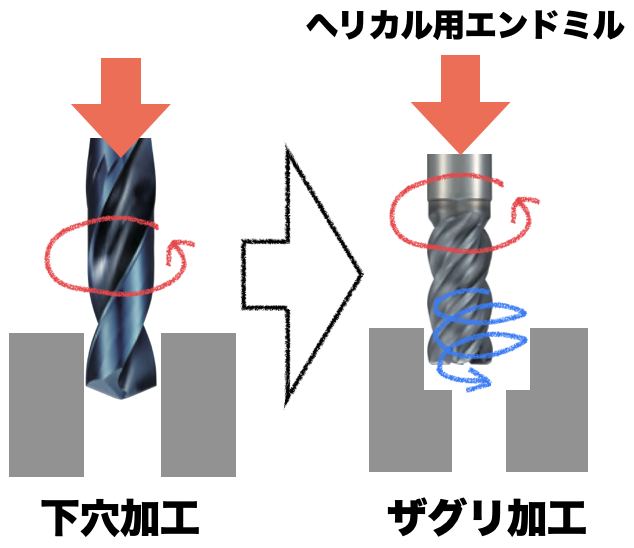
ヘリカル方向
穴加工したいワークに対して回転しながら加工する方法です。
エンドミルの工具を用いて加工します。
工具引用元:不二越 切削工具 総合カタログ
参考型番:AQRVDR アクアREVOドリルレギュラ
GSXVL4-R-2.5D GSX MILL VL ラジアス 2.5D
3. ザグリ穴の寸法・規格
ザグリ穴の規格はJISB1001:1985 ボルト穴径及びざぐり径で定められています。
しかし、ザグリの深さまでは規定されていません。
その理由は、設計する構造物やボルトなどによって変わるため、深さを規定するにはとても難しいのです。
ザグリは、ボルト頭を隠すために深ザグリとしてよく使われるため、深ザグリの参考寸法として機械部品メーカーから寸法表が掲載されています。
そのメーカーとよく使うねじサイズの寸法をまとめておきますので、是非参考にしてみてください。


<引用元>
鍋屋 : 深六角穴付きボルトに対するざぐり及びボルト穴の寸法
小原歯車 : 六角穴付きボルトに対する座ぐり及びボルト穴の寸法
ミスミ : 六角穴付ボルトに対するざぐりおよびボルト穴の寸法
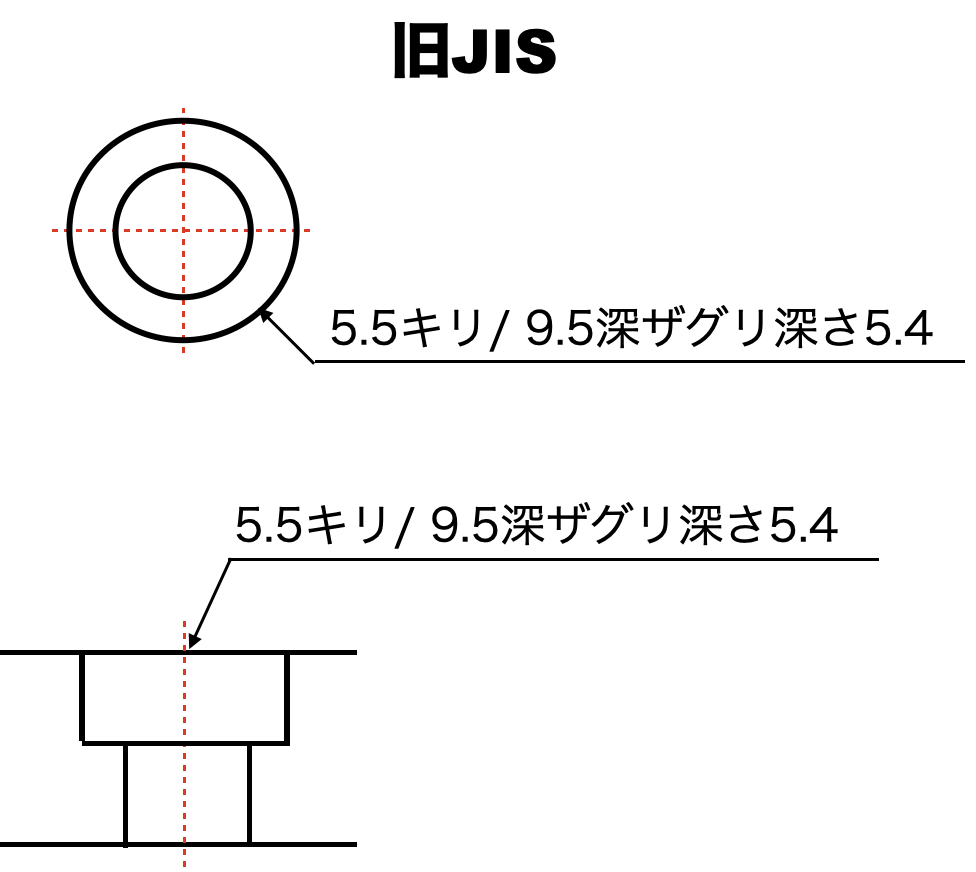
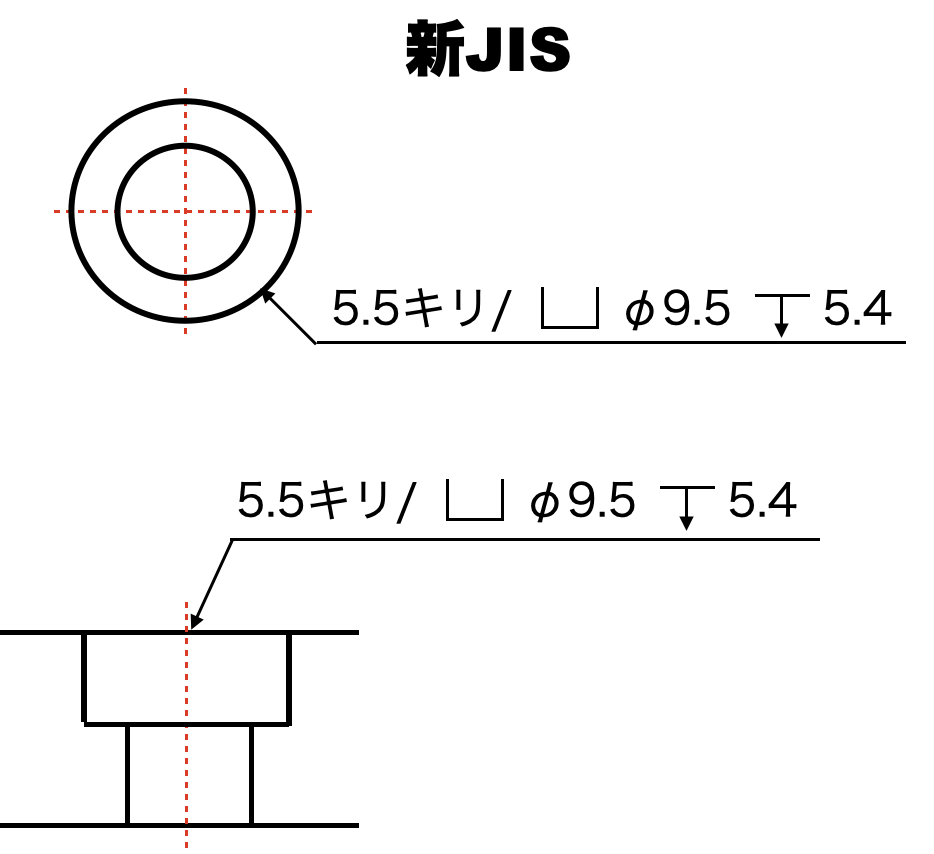
4. ザグリ穴の図面指示
ザグリ穴の図示は、JISB0001 機械製図で定められており、2019年に改訂されています。
しかし、現実として旧JISを使う加工メーカーも多く、旧JIS、新JISとして世の中に認知されているのが現状です。基本的に新JISに合わせて指示するとともに、加工メーカーに合わせた旧JISといったやり方で、臨機応変に図面指示すると良いでしょう。
5. ザグリ穴の設計ポイント
ただのザグリ穴とは言え、設計すると課題が見えてくるものです。そんな時、よくある設計ポイントを学習すれば、設計効率もよくなることでしょう。著者の経験から、よくある設計ポイントを3つ紹介します。
極力JISに則った穴サイズにする
世の中にはいろんな加工メーカーがありますが、加工で1番共通することはJISです。共通性があるということは、みんながよく使うサイズということです。つまり、規格通りの穴サイズにすることで、加工の難易度が下がり、コストダウンにもつながります。
ボルト取りにくいを解消
ザグリ穴の深さに収まったボルトを工具で緩めてボルトを抜き取ろうとすると、頭の出代が少なくて手で掴みづらいということがよくあります。そんな時は、ネジ長さを少し長くすることで解決できます。
角すみRにはきをつける
ザグリ穴を加工する工具の先端には、必ずRがついています。そのRが角すみRとなって出てきます。このRを考慮しないとボルト締結するときにR部分が干渉してしまいます。必ず、角すみRの指示をするようにしましょう。
6. 最後に
ここまで、実用的にザグリ穴の設計ガイドとしてまとめました。
本記事によって機械設計の参考として活用して頂けたら幸いです。
ここまでご覧いただきありがとうございました。
なお、AKLABO.学習帳では、機械設計のご相談も承っております。
以下のリンクより、お気軽にご相談ください。




コメント