

板金曲げ加工とは、プレスブレーキ(ベンダー)を使って平らな金属板を折り曲げ、L字・Z字・コ字などの立体形状をつくる加工です。そんな曲げ加工ですが、機械設計を始めたばかりのころ、私も何度やらかしたかわかりません。
「この形状、加工できないって言われた」
「板金部品の設計出戻りが多い」
「発注先の板金屋さんに図面を突き返された」
皆さんもこういった経験、心当たりありませんか?
この記事では「これだけ覚えれば即判断できる」というコンセプトで、機械設計エンジニアとして10年以上の経験を踏まえ、板金曲げ加工の設計基準をまとめました。
さらに、書籍で学びたい方のために、”設計者目線”で刺さった書籍もあわせて紹介します。
![板金加工大全 (技術大全シリーズ) [ 遠藤 順一 ]](https://thumbnail.image.rakuten.co.jp/@0_mall/book/cabinet/7265/9784526077265_1_2.jpg?_ex=128x128)
![見てすぐわかる板金部品の最適設計法[本/雑誌] / 小渡邦昭/著](https://thumbnail.image.rakuten.co.jp/@0_mall/neowing-r/cabinet/item_img_1197/neobk-2213280.jpg?_ex=128x128)

はじめに (本記事の目的・使い方)
板金曲げ加工で設計者が最もつまずくのが
「CADでは描けるのに加工できない形状になってしまう」
という問題です。
それが故に、製作不可、品質不良、無駄なコスト増といった問題に繋がってしまうのです。
本記事では、設計判断を即判断できるを目指し、次の設計ツールを準備しました。
これをブックマークすることで、実際の実務でその場で設計判断でき、板金設計の検図精度とスピードが大きく向上するはずです。ぜひ検図チェックリストを印刷して活用してください。
本記載内容は、JISやメーカサイト、経験則からまとめたものであり、
実際の設計現場と一致するものではありませんので、ご自身の判断で活用ください。
1. よく使う3材質の特性と曲げ性比較
板金曲げの機械設計でよく登場するのは、SPCC(冷間圧延鋼板)・SUS304(ステンレス鋼板)・A5052(アルミ合金板)の3種類です。それぞれ曲げやすさが異なるため、材質を変えるだけで設計基準値も変わります。
この3材質と特性の目安を以下に整理しておきます。
| 材料 | 曲げやすさ | 備考 |
| SPCC | ◎ 優秀 | 汎用品で安い。設計の第一選択肢 |
| SUS304 | △ やや硬い | スプリングバックが大きい。設計マージン必要 |
| A5052 | ○ 良好 | 圧延方向に注意 |
<参考リンク>
アスク:SPCC(冷間圧延鋼板)とは?
東洋ステンレス研磨工業:ステンレス鋼の曲げ・成形加工について
機械設計MAP:板金曲げ加工での最小曲げ半径一覧
2. 設計で必ず押さえる!曲げ加工の「3大限界」
上手に設計するためには、曲げ加工の限界をまず押さえることです。
ここが板金の“設計判断”の8割です。
2-1. 最小曲げR(最小内側半径)
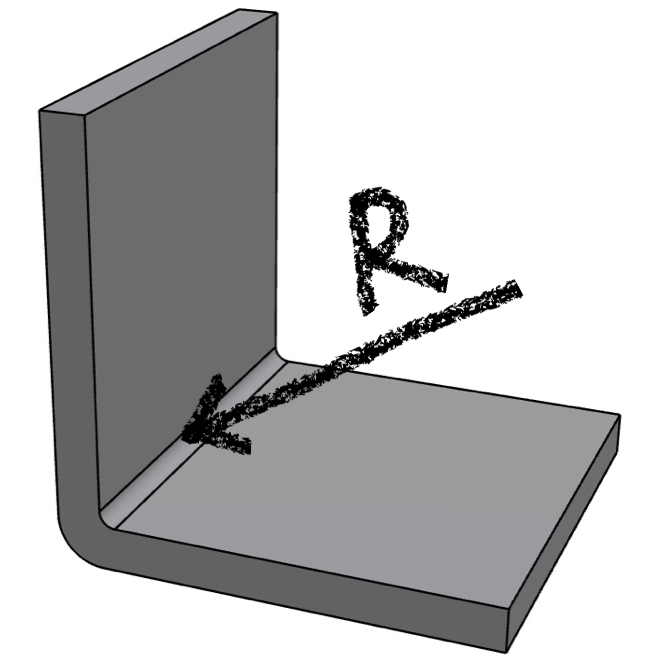
曲げ加工で最も重要な設計基準が、最小曲げ内側半径(最小R)です。これより小さいRで設計すると、曲げ部に割れが発生します。
<参考リンク>
Mituri Media:曲げRの計算方法【基礎知識】図面指示と板厚・強度
機械設計者メモ:板金の曲げR設計方法と指示の仕方・補足
AMADA:第13回 最小曲げ半径、スプリングバック
2-2. 最短フランジ長さ(最小曲げ長さ)
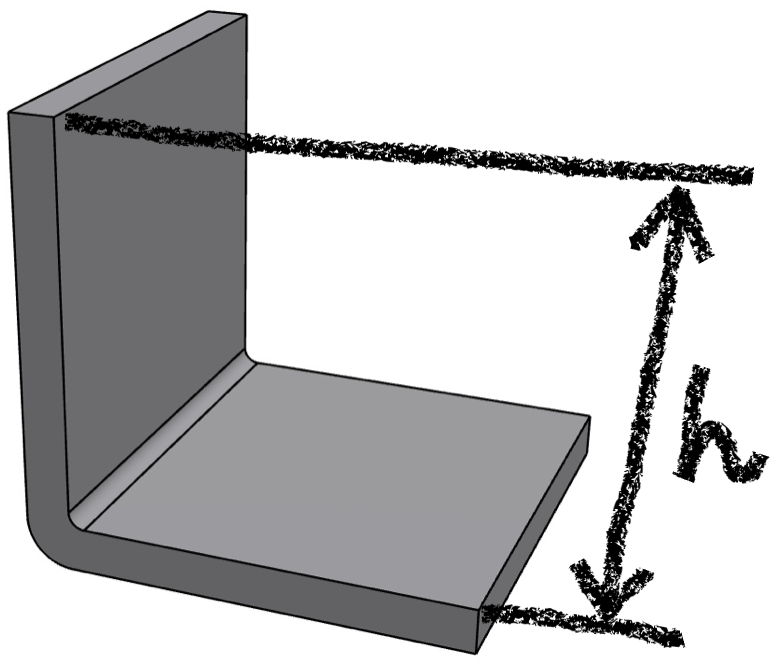
曲げを成立させるには、ダイ幅以上のフランジ(腕の部分)長さが必要です。フランジが短すぎると曲げが不安定になります。L字曲げ(いわゆる直角曲げ)で多い不具合は「立ち上がりが短い」です。
<参考リンク>
MISUMI:曲げフランジの最小高さ
CONIC:曲げ加工Q&A①(金型の干渉対策)
AMADA:第14回 折り曲げ割れ、最小フランジ寸法
2-3. 穴・切り欠きから曲げ線までの最小距離
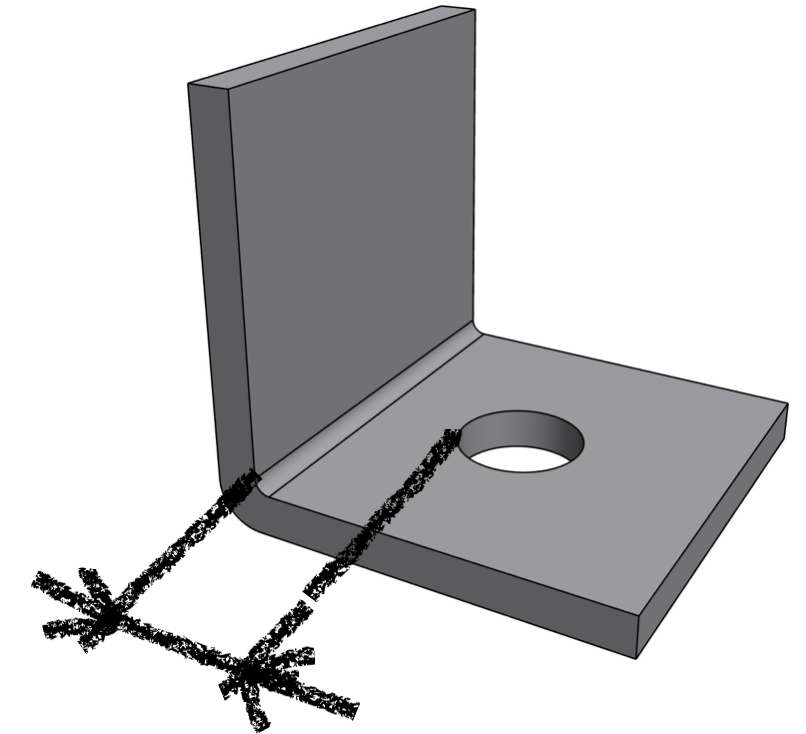
穴や切り欠きが曲げ線に近すぎると、曲げたときに穴が変形します。
加工限界として、穴と曲げの距離(f)や、端面からの距離などの“目安表”が公開されています。
距離が取れない場合は 逃げ穴(開口部)を入れます。
逃げを入れることで成立しやすくなる考え方が一般的です。
<参考リンク>
MISUMI:板金品(レーザー加工品)の加工仕様・加工限界
MISUMI:板金設計べからず集
MISUMI:設計者・加工業者が悩む、曲げ近くにある穴とその限界距離
3. 設計でよく使う曲げ形状の設計基準
曲げ加工の「3大限界」を押さえたら、次は曲げ形状(L字曲げ、深曲げ、Z曲げ)の設計基準を押さえます。
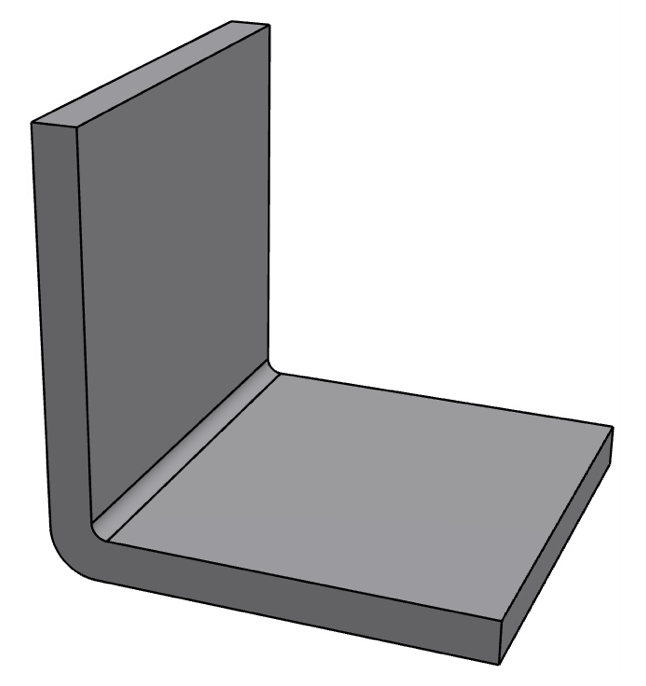
3-1. L字曲げ(最も基本的な曲げ)
L字曲げ(1曲げ)は最もシンプルで、設計で1番使う形状です。
L字曲げの設計は次の通りです。
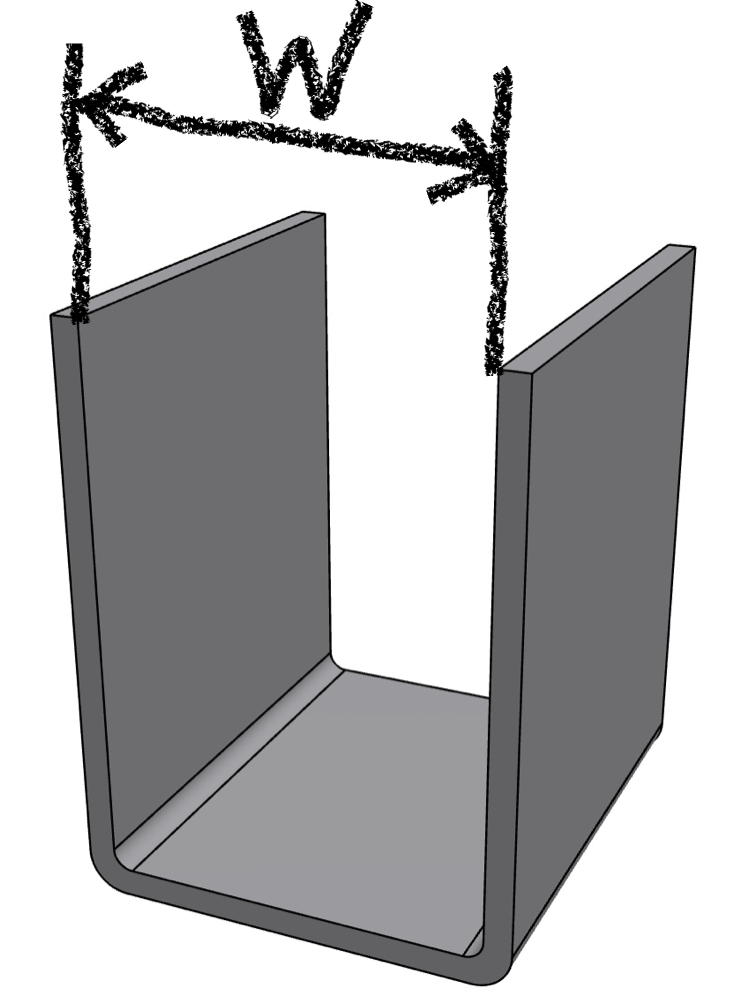
3-2. 深曲げ(U字・ハット型)
深曲げは、コ字形・箱形など深さのある曲げ形状で、金型の干渉が設計の最大の壁になります。
深曲げの設計基準は次の通りです。

<参考リンク>
MISUMI:meviy 曲げ加工(Z曲げ/干渉)
筐体設計・製造.com:深曲げはどこまで可能ですか?
共栄プレス:技術資料(コの字深曲げ)
AMADA:深曲げ用パンチホルダー
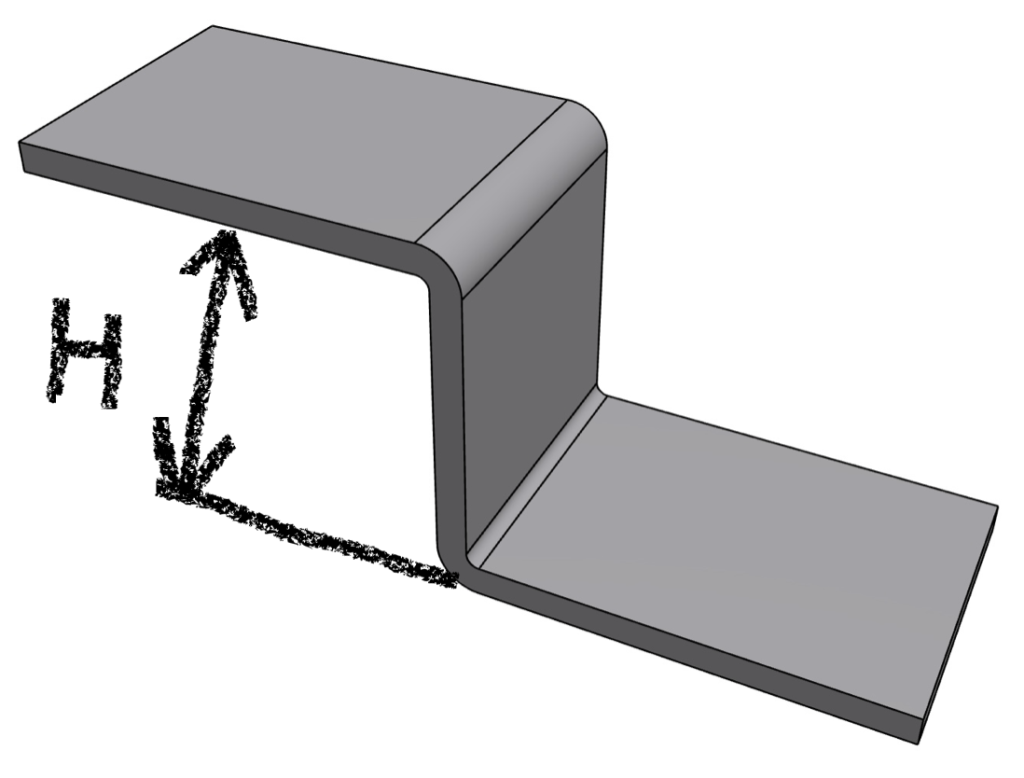
3-3. Z曲げ(オフセット曲げ)
Z曲げはS字状に2段曲げた形状で、段差を設けたい場合に使います。
2つの曲げが干渉しないよう、段差間の距離に設計制約が生まれます。
Z曲げの設計基準は次の通りです。

<参考リンク>
MISUMI:meviy 曲げ加工(Z曲げ/干渉)
精密板金ひらめき.com:Z曲げの限界値を考慮した上で設計を行う
4 実務で使える!即判断できる設計ツール
「理論はわかったけど、実務でどう判断するの?」という声をよく聞きます。
ご安心ください。
機械設計10年の私が実際に使っている即判断できる設計ツールをお伝えします。
4-1. 板金曲げフローチャート
設計した部品が本当に使えるかどうかの判断基準を、以下のフローチャートで判定すると、迷いが減ります。
- Step1まず「加工可能範囲」を確認する
設計段階で、以下の3点を先に確認します。
– 最小曲げRはOKか
– フランジ長さはOKか
– 穴・切り欠き位置はOKか - Step2「加工費」の視点を入れる
– 曲げ回数が多い = コスト高
– 特殊な金型が必要 = リードタイム延長・コスト増
– 板厚が大きい = 加工費増 - Step3「強度」と「軽量化」のバランス
機械設計では、強度と重量はトレードオフです。
– 強度が必要:板厚アップ or 補強リブ追加 or 断面形状変更
– 軽量化優先:肉抜き穴追加 or 材料変更(アルミ化) - Step4発注先と会話する
これが一番大事かもしれません。設計図が完成した段階で、発注先の板金業者に「この形状、問題ないですか?」と一声かけるだけで、手戻りが劇的に減ります。
4-2. 図面検図チェックリスト
チェックが多い=手戻りが多い部品です。板金の検図は以下項目に絞って検図します。
- 曲げそのもの
⬜︎ 曲げR指示は内R基準か(外R指定は本当に必要か)
⬜︎ 最小曲げR(割れないR)の意図が明確か
⬜︎ L字曲げの最小フランジを満たすか
⬜︎ 深曲げの干渉リスクを潰せているか
⬜︎ Z曲げ寸法が限界に入るか - 穴・切欠き・逃げ
⬜︎ 穴が曲げに近すぎないか(変形しない距離)
⬜︎ 近いなら逃げ穴/開口部で逃がしているか
⬜︎ 切欠き端面で割れやすい形になっていないか(丸穴/スリット対策)
⬜︎ 曲げ横の逃がし溝が必要な形状になっていないか - 寸法・公差・検査
⬜︎ 寸法基準(外外/内内)が混在していないか(検査性)
⬜︎ 曲げ角度公差/曲げキズ位置など、加工仕様の前提が過剰でないか
⬜︎ 展開の前提(伸び補正)が社内/取引先の運用と合っているか - 材料・方向・強度
⬜︎ 圧延方向(ロール目)と曲げ方向が割れリスクになっていないか
⬜︎ 板厚×長さで耐圧や加工負荷が厳しくないか
⬜︎ 強度目的のフランジ/リブなら意図が伝わる注記があるか
5 もっと学びたい方へ|”設計者目線”で刺さった書籍
今回の記事で「もっと体系的に学びたい」と思った方に、私が実際に手元に置いている参考書を紹介します。
正直、Web記事だけだと最後に壁が来ます。
結局は 体系化された図解+事例+現場の判断基準が一冊にまとまっている方が早いです。
良書を1冊手元に置いておくだけで、設計判断のスピードが格段に上がります。
そこで、私が“設計者目線”で刺さった書籍を2つ挙げます(まずは試し読み推奨)。
書籍1 ついてきなぁ!加工知識と設計見積り力で「即戦力」
板金の曲げ設計は、つくれる形か/つくれない形かの見極めだけでなく、コストとリードタイムにどう響くかを、その場で読める人が“即戦力”となります。
この本は、加工の勘所 × 見積り勘所がまとまっているので“瞬発力ある設計判断”が可能になります。
「加工のYes/No」+「お金と時間のYes/No」が、これ1冊で同時に使え、設計判断が速くなるはずです。
![ついてきなぁ!加工知識と設計見積り力で「即戦力」 [ 國井 良昌 ]](https://thumbnail.image.rakuten.co.jp/@0_mall/book/cabinet/0694/9784526060694.jpg?_ex=128x128)
書籍2 めっちゃ、メカメカ! 基本要素形状の設計
板金に限らず、「基本要素形状」の正しい作り方が一本芯で入ると、検図が別物になります。
この本は、要素形状の良/悪が図解で確認できるので、検図判断が瞬時にできるようになります。
“基本形状の正しさ”に迷ったら、この本を開けば設計判断が秒で解決できるはずです。
![めっちゃ、メカメカ!基本要素形状の設計 カタチを決めるには理屈がいるねん! [ 山田 学 ]](https://thumbnail.image.rakuten.co.jp/@0_mall/book/cabinet/8415/9784526078415.jpg?_ex=128x128)
最後に
ここまで、機械設計でよく使う板金加工法としてまとめました。
本記事によって機械設計の参考として活用して頂けたら幸いです。
ここまでご覧いただきありがとうございました。
なお、AKLABO.学習帳では、機械設計のご相談も承っております。
以下のリンクより、お気軽にご相談ください。




コメント