

板金溶接は、産業設備や装置のフレーム・カバー・ブラケットを作るうえで欠かせない加工です。 しかし、機械設計者として板金溶接図面に向き合うとき、こんな場面で詰まることはありませんか?
この記事は「これだけ覚えれば実務で使える」をコンセプトに、機械設計エンジニアとして10年以上の経験を踏まえ、溶接加工の設計基準をまとめました。
さらに、書籍で学びたい方のために、”現場で実際に役立った”書籍もあわせて紹介します。
![板金加工大全 (技術大全シリーズ) [ 遠藤 順一 ]](https://thumbnail.image.rakuten.co.jp/@0_mall/book/cabinet/7265/9784526077265_1_2.jpg?_ex=128x128)
![見てすぐわかる板金部品の最適設計法[本/雑誌] / 小渡邦昭/著](https://thumbnail.image.rakuten.co.jp/@0_mall/neowing-r/cabinet/item_img_1197/neobk-2213280.jpg?_ex=128x128)

はじめに (本記事の目的・使い方)
板金の溶接加工で設計者が最もつまずくのが
「図面検図で詰まる溶接の2大問題」による判断の迷い
という問題です。
それが故に、製作不可、品質不良、無駄なコスト増といった問題に繋がってしまうのです。
本記事では、設計判断を即判断できるを目指し、以下を準備しました。
これをブックマークすることで、実際の実務でその場で設計判断でき、板金設計の検図精度とスピードが大きく向上するはずです。ぜひ活用してみてください。
本記載内容は、JISやメーカサイト、経験則からまとめたものであり、
実際の設計現場と一致するものではありませんので、ご自身の判断で活用ください。
1|板金溶接とは?設計者が知るべき3つの工法
板金溶接とは、薄板金属をアーク・レーザー・抵抗熱などで溶融・接合する加工です。 設計者として最低限おさえておくべき工法は次の3つです。
① TIG溶接(ティグ)
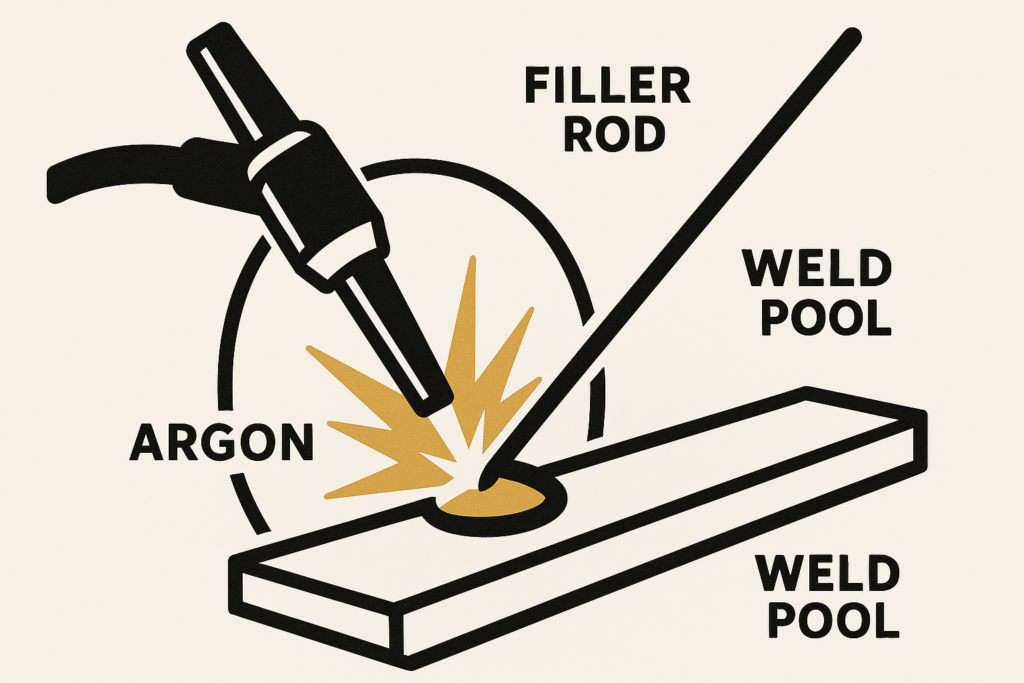
タングステン電極と不活性ガス(主にアルゴン)でアークを発生させ、溶加棒を使って溶接する方法です。 入熱量が細かくコントロールできるため、薄板・精密部品・SUS304・アルミへの適用に優れています。 仕上がりが美しく、産業設備では多用される工法です。その分、熟練技術が必要で、溶接速度はMIGより遅い傾向があります。
② MIG/MAG溶接(ミグ・マグ)
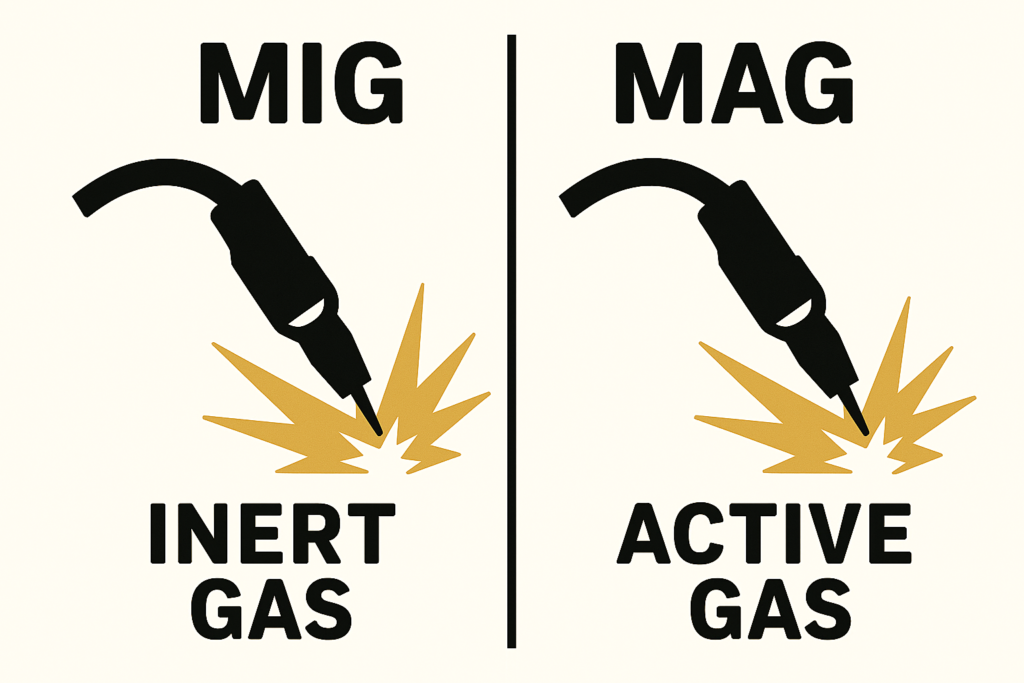
溶接ワイヤーを自動送給しながらアーク溶接する方法です。 SPCCのような鉄系薄板の量産・中厚板に向いており、溶接速度が速くコストを抑えやすい工法です。 不活性ガス使用がMIG、炭酸ガス混合がMAGと呼ばれます。アルミにはMIG、鉄系にはMAGが使われることが多いです。
③ スポット溶接
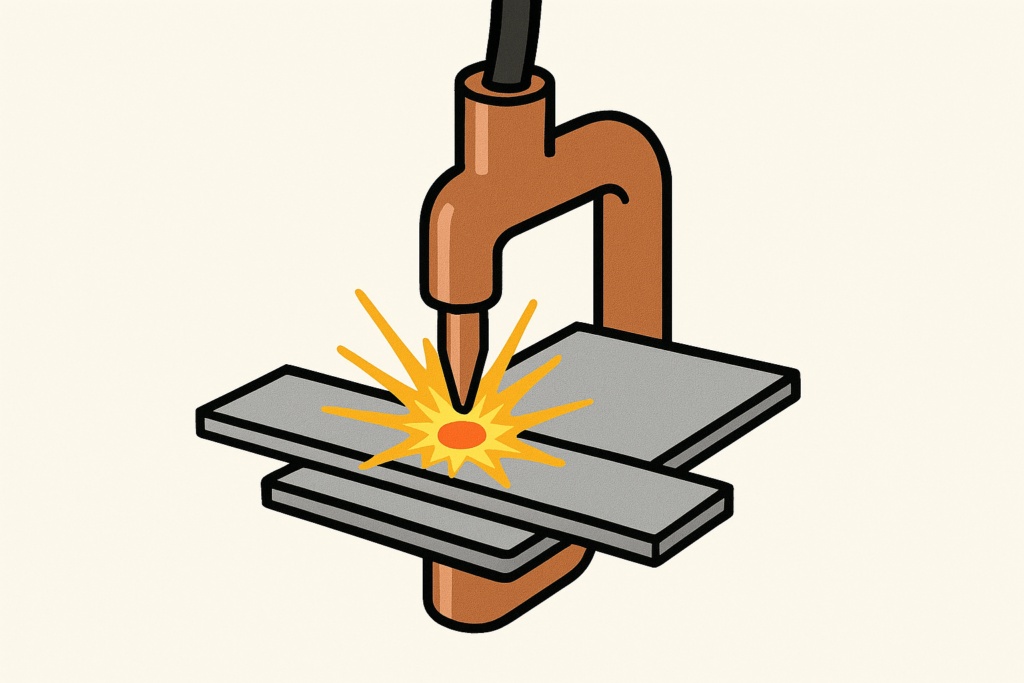
電極で板を挟み、電流を流して点状に溶接する方法です。 t1.0〜2.0の重ね継手に多用され、板金カバーや筐体に適します。 溶接跡(ナゲット)が点状になるため、引張方向には強いが剥離方向には弱い特性があります。 産業設備の外装カバーや電装ボックスに多く使われます。
装置設計では、以下を3つを覚えておくと工法選定の軸ができます。
「TIG=精度・美観重視」
「MIG/MAG=コスト・速度重視」
「スポット=大量生産・板同士の面接合」
<参考リンク>
▶ meviy(ミスミ):溶接とは?板金加工における溶接の情報集
▶ 機械設計Map:溶接の基礎と設計時のポイント
▶ Mitsuri:溶接の種類【基礎講座】使い分けとメリット!
▶ キーエンス:アーク溶接の種類と原理
▶ 高橋金属:各種溶接方法のメリットとデメリット
2|【材質×板厚】溶接工法 早見表(SPCC・SUS304・A5052)
実務で最も使う3材質(SPCC・SUS304・A5052)と、設計でよく使う板厚レンジ(t1.0〜3.0)を組み合わせた 溶接工法の早見表です。
競合サイトでは材質別の説明はあっても「板厚×材質×工法」を一覧化したものは少なく、 著者が実務15年の経験をもとに独自にまとめました。
| 材質 | 板厚 | TIG | MIG/MAG | スポット | レーザー | 設計者の一言メモ |
|---|---|---|---|---|---|---|
| SPCC 冷間圧延鋼板 | t1.0 | ◎ | △ | ○ | ○ | TIG推奨。MAGは溶け落ちリスクあり |
| t1.5〜2.0 | ○ | ◎ | ○ | ○ | MAG最適レンジ。スポットも良好 | |
| t2.5〜3.0 | ○ | ◎ | △ | ○ | MAG高速・コスト優位。スポットは電流要調整 | |
| SUS304 ステンレス鋼板 | t1.0 | ◎ | × | △ | ○ | TIG一択。MAGは酸化しやすく不適 |
| t1.5〜2.0 | ◎ | △ | △ | ○ | TIG推奨。熱ひずみ対策が必須 | |
| t2.5〜3.0 | ○ | △ | × | ○ | TIG可。敏感化(粒界腐食)に注意 | |
| A5052 アルミ合金板 | t1.0 | ◎ | △ | × | ○ | TIG必須。熱伝導高く溶け落ち注意 |
| t1.5〜2.0 | ◎ | ○ | × | ○ | TIG・MIG(Ar)可。スポットはAl専用機が必要 | |
| t2.5〜3.0 | ○ | ◎ | × | △ | MIGが速度・コスト優位 |
◎:最適 / ○:適用可 / △:条件付き可(加工メーカーと要確認)/ ×:非推奨
※レーザー溶接は精密加工に有効だが設備コストが高く、量産前提の判断が必要。
※実際の適否は板金メーカーの設備・技能によります。発注前に必ず確認してください。
設計者が忘れがちな材質固有の注意点として以下にまとめます。
・SPCC:無塗装だとすぐに錆びます。溶接後の表面処理(メラミン塗装・ユニクロメッキ等)も設計段階で検討しましょう。
・SUS304:溶接部周辺が熱影響を受け「鋭敏化」が起こると粒界腐食リスクがあります。食品・医療設備では特に注意。
・A5052:アルミは熱伝導率が鉄の約4倍。t1.0では入熱管理が難しく、「瞬間で溶け落ちた」という経験談は設計者あるあるです。
<参考リンク>
▶ meviy:板金加工における溶接の種類と特徴
▶ MONO塾:溶接をうまく設計に取り入れよう
▶ アスク:SPCC(冷間圧延鋼板)とは?
▶ Mitsuri:ステンレス溶接の種類や溶接方法を銅種別に徹底解説!
▶ 岡部工業:どれくらいの板厚までスポット溶接は可能ですか?
▶ kodama:スポット溶接できる材質について
▶ meviy:スポット溶接品が自動見積もり可能に!
▶ アスク:A5052アルミ合金の特性と用途
▶ Crest Precision :どこまで薄いアルミが溶接できますか?
▶ 上村製作所:【CMT溶接とは】TIG溶接との違いを実験比較で解説
3|溶接記号の読み方・書き方(JIS Z 3021 準拠)
溶接記号はJIS Z 3021「溶接記号」で規定されています。 全部を暗記する必要はありません。産業設備・装置設計で9割のケースをカバーする記号に絞って覚えましょう。
溶接記号の基本構成
溶接記号は「基線(水平線)+矢(斜め線)+基本記号+補助記号+数値」で構成されます。 最重要ルールは次の2つです。
矢側と反対側のルール
基線の下側に記号 → 矢が指す面(手前側)に溶接。 基線の上側に記号 → 矢の反対面(裏側)に溶接。 これが逆になっている図面を検図でよく見かけます。
数値の読み方(すみ肉溶接の場合)
記号の左の数値=脚長(S)、右の数値=溶接長さ(l)とピッチ(e)。 例:「△6×50(100)」は「脚長6mm、長さ50mm、ピッチ100mm」を意味します。
実務でよく使う基本記号一覧
| 記号名称 | JIS記号のイメージ | 使いどころ | 板厚適用目安 |
|---|---|---|---|
| すみ肉溶接 | △(三角形) | 直交する2部材の角に溶接。最も多用 | t1.0〜以上、ほぼ全域 |
| 突き合わせ溶接(I形) | | |(縦2本線) | 板の端面同士を突き合わせ。薄板向け | t1.0〜2.0 |
| V形開先溶接 | ∨(V字) | 厚板の完全溶込み。フレーム主要継手 | t3.0以上が多い |
| スポット溶接 | ○(丸) | 重ね継手の点接合。カバー・筐体向け | t0.8〜2.5(重ね枚数2枚まで目安) |
| 全周溶接(補助記号) | ○(基線の屈曲部に小円) | 周回して溶接が必要な場合に付加 | 継手形状に依存 |
| 現場溶接(補助記号) | 旗印(フラグ) | 工場組立でなく現場で溶接することを指示 | 指定場所によらず付加 |
※ JIS Z 3021:2010 を参照。設計図面では JIS B 0001(機械製図)と併用して使用します。
溶接記号の「矢側・反対側」の誤記は頻出ミスです。
図面を見るとき、 矢が指す面を実際に頭でイメージしながら確認する習慣をつけましょう。
3Dモデルと照らし合わせると確認精度が上がります。
<参考リンク>
▶ meviy:溶接記号の「見方・書き方・種類」|設計図面での正しい使い方
▶ Mitsuri Media:溶接記号一覧 読み方・書き方をわかりやすく解説
▶ AMADA:板金基礎講座Ⅲ 第18回 溶接記号
▶ 日本産業規格の簡易便覧:JISZ3021:2016 溶接記号
▶ BREXA Technology:JIS規格にもとづく溶接記号一覧
▶ 溶接情報センター:溶接の方法などを図面に示す「溶接記号」の …
4|すみ肉溶接の強度基礎——のど厚・脚長の設定根拠
産業設備の板金設計で最も使うのはすみ肉溶接です。 脚長(サイズ)を「なんとなくS5」と書いてしまっていませんか? 根拠をもって指定できると、設計品質と検図の自信が大きく変わります。
3つの基本寸法を押さえる
| 名称 | 定義 | 強度計算で使う? |
|---|---|---|
| 脚長(S) | すみ肉溶接の腕の長さ。図面指定値 | 設計指定値として使用 |
| のど厚(a) | 脚長の根元を結ぶ等辺三角形の高さ | ◎ 強度計算の実効値 |
| 有効のど厚 | 理論のど厚の85〜90%(規格係数による) | 許容応力計算時に考慮 |
のど厚の計算式
a = S × sin45° ≒ 0.707 × S
a:のど厚(mm) S:脚長(mm)
※等辺三角形の場合。設計での標準的な仮定。
脚長の目安(実務経験則)
規格や計算書がない場合の実務ルールとして、以下が現場でよく使われます。 著者が板金メーカー数社に確認してきた経験則です。
| 板厚(薄い方の板) | 推奨脚長(S)の目安 | 最小脚長の注意点 |
|---|---|---|
| t1.0 | S2〜S3 | S2未満は溶け落ちリスク。TIG限定 |
| t1.5 | S3〜S4 | S3が実用最小。スポットと選択検討 |
| t2.0 | S3〜S5 | S3〜S4が量産コスト最適ゾーン |
| t2.5〜3.0 | S4〜S6 | 板厚を超えるサイズは基本不要 |
※ JIS Z 3012(溶接施工基準)や設計用途ごとの構造規格に従って計算・確認してください。
脚長が薄い方の板厚を超えると、溶接時に「溶け落ち」や「焼け抜け」が起きます。 たとえばt1.5の板にS6を指定するのは過剰どころか加工不可になります。 脚長の上限は薄い方の板厚以下が設計の基本原則です。
<参考リンク>
▶ MONO塾:溶接の許容応力・すみ肉溶接の強度計算
▶ MONO塾:設計初心者必見!溶接の指示の仕方、脚長やのど厚についても解説
▶ アイアール技術者教育:隅肉溶接の基礎知識はこれでOK!
▶ 溶接情報センター:突合せおよびすみ肉溶接継手の強度を求める基本式
5|検図で詰まる2大ポイントを解決!
ここが本記事の核心です。著者が図面検図で15年間見てきた「詰まるパターン」を2つに絞り、 「判断できる基準」と「チェックの順番」を整理しました。
詰まるポイント① 「この板厚、溶接できるの?」
板厚と工法の組み合わせが適切かを判断するフローです。 次の4ステップで確認してください。
Step1 材質を確認する
SPCC・SUS304・A5052のどれか? → セクション2の早見表で工法の○×を確認。
Step2 板厚を確認する
薄い方の板厚がt1.0以下なら「TIG・レーザー以外は要注意」を頭に入れる。
Step3 脚長と板厚の比率を確認する
脚長S ≤ 薄い方の板厚tになっているか確認。 S>tなら脚長を下げるか、板厚側を見直す。
Step4 発注先に確認できる状態か確認する
t1.0以下の薄板SUS304・A5052など、難易度の高い条件は 板金メーカーに事前確認することを図面に注記として残すのが実務のセオリー。
t1.0:TIG/レーザー推奨。脚長はS2〜S3。MAGは溶け落ちリスクあり要確認。
t1.5:TIG/MAG可。脚長S3〜S4。スポットも検討可。
t2.0:TIG/MAG/スポット可。脚長S3〜S5。工法コストで選択。
t2.5〜3.0:MAG最適。脚長S4〜S6。V形開先溶接の検討も視野へ。
詰まるポイント② 「この溶接記号、合ってる?」
溶接記号の間違いで多いのは次の5パターンです。 検図時にこの順番でチェックすれば、見落としが激減します。
| よくある間違いパターン | 確認ポイント | 正しい指示 |
|---|---|---|
| 矢側・反対側の逆指定 | 矢が指す面と記号が基線の上下どちらにあるか | 溶接したい面に向いた矢の側へ記号を置く |
| 脚長が板厚を超えている | S ≤ 薄い方の板厚 になっているか | 脚長を板厚以下に修正 |
| 材質に不適な工法の記号 | SUS304にMAG記号、A5052にスポット記号 等 | 早見表に沿って工法記号を修正 |
| 溶接長さの抜け | 断続溶接指定なのに長さ未記入 | S△×l(e) の形式で数値を明記 |
| 仕上げ記号の誤用 | G(グラインダー)・M(機械加工)等の意味が曖昧 | JIS Z 3021 の補助記号を確認して使用 |
検図で最も多く見てきたミスは「脚長≧板厚」です。 若手設計者が「強度を出したい」という思いから脚長を大きくするのですが、 薄板では加工不可になります。 「薄板の強度は脚長でなく溶接長さで稼ぐ」が正しいアプローチです。 脚長を板厚内に収めつつ、溶接長さを増やすか断続ピッチを詰めて強度を確保しましょう。
6|溶接ひずみ対策——設計者がやるべき3つのこと
「溶接後に部品が歪んだ」というトラブルは、設計段階の対策で大幅に減らせます。 溶接ひずみは加工現場だけでなく設計が引き起こすケースが非常に多いです。
溶接線を対称に配置する
溶接線が部品の一方に偏っていると、冷却時の収縮で必ず反ります。 溶接線を中心軸に対して対称配置することで、収縮力が打ち消し合います。 産業設備のフレームで特に効果的なアプローチです。
※溶接線とは、2つの部材を熱や圧力で接合した際にできる、継ぎ目の線(ビード)のことを指します
溶接線を重ねない・交差させない
溶接線同士が近接・交差すると熱影響が蓄積しひずみが増大します。 溶接ビードの間隔は最低でも板厚×3以上確保することを目安にしています。 これはmeviyでも解説されている設計上のセオリーです。
精度が必要な面は「溶接後仕上げ」を図面に明記する
溶接後は必ず寸法が狂います。平面度・平行度が必要な取り付け面には 「溶接後フライス仕上げ」や「溶接後研磨」の注記を図面に明記しましょう。 設計段階でこれを指示しておくだけで、現場との手戻りが劇的に減ります。
SUS304は熱伝導率が低い(鉄の約1/3)ため局所的に熱が溜まりやすく、ひずみが大きく出ます。 断続溶接にして入熱を分散させる方法が有効です。
A5052は熱伝導率が高く冷却も速いですが、逆に溶接速度が遅いと熱が広範囲に伝わりやすくなります。 一方向に向かって連続で溶接するのではなく、飛び石(スキップ)溶接が有効です。
<参考リンク>
▶ meviy:溶接ひずみの原因と設計上の注意点
▶ 機械設計Map:溶接後加工が必要になる理由と設計ポイント
▶ 精密板金ひらめき.com:優秀な板金設計者が実践している加工図面の描き方
▶ モノタロウ:1-4 ひずみが発生する原因とひずみ取り
▶ Mitsuri:溶接歪みの原因について解説!修正法やそもそも歪みを出さない溶接法
▶ 矢島工業:歪みを抑える溶接のポイント
7|深く学びたい方へ——設計者目線の推薦書籍
WEB記事で概要はつかめますが、実務で迷わなくなるには体系的な知識が必要です。 著者が実際に読み込んで「設計の勘どころが変わった」と感じた書籍を紹介します。
板金加工大全(技術大全シリーズ)|遠藤 順一 著
溶接・曲げ・レーザー・プレスまで板金加工の全工法を設計者目線で解説。 「なぜこの加工でないといけないのか」の理由が理解でき、図面指示の根拠が持てるようになります。 設計部署の棚に1冊置いておきたい実務書。
溶接設計の実際|日本溶接協会 監修
用語や原理の基礎から、各工法(アーク/MIG/TIG/スポット等)の使い分け、欠陥の見分け方・対策、歪み・割れを抑えるコツ、作業安全・品質確保の要点まで、実務で迷いがちなポイントを体系的に整理した入門~初級者向けのガイドです。
![溶接実務入門[本/雑誌] / 日本溶接協会/編](https://thumbnail.image.rakuten.co.jp/@0_mall/neowing-r/cabinet/item_img_2025/neobk-3086670.jpg?_ex=128x128)
図解入門現場で役立つ溶接の知識と技術
豊富な図解で基礎の見直しから実務の勘所まで一気に押さえられる一冊。用語の定義、材料特性、継手・開先、溶接方法別の特徴、条件設定の考え方、欠陥の原因と対策、安全衛生まで、現場で使う視点でまとめられているのが魅力。
![図解入門現場で役立つ溶接の知識と技術 種類/仕組 技能習得 溶接施工 溶接作業 (Shuwasystem visual text book) [ 野原英孝 ]](https://thumbnail.image.rakuten.co.jp/@0_mall/book/cabinet/2252/9784798032252.jpg?_ex=128x128)
最後に
ここまで、機械設計者が実務で使える板金溶接加工基準を解説してきました。
本記事によって機械設計の参考として活用して頂けたら幸いです。
ここまでご覧いただきありがとうございました。
なお、AKLABO.学習帳では、機械設計のご相談も承っております。
以下のリンクより、お気軽にご相談ください。




コメント